Design of an Absorber for Gas Sweetening Using Packed Column
Open access peer-reviewed chapter
Membrane Gas Absorption Processes: Applications, Design and Perspectives
By Julio Romero Figueroa and Humberto Estay Cuenca
Submitted: May 18th 2017 Reviewed: November 8th 2017 Published: December 20th 2017
DOI: 10.5772/intechopen.72306
Abstract
Membrane gas absorption (MGA) is one of the most attractive technologies among the osmotically driven membrane processes because of its configurational advantages with respect to the conventional absorption systems that use packed bed columns for different industrial applications. Nowadays, membrane gas absorption is used in industrial wastewater treatment, CO2 absorption from greenhouse gases, treatment of flue-gas and off-gas streams, which contain SO2, H2S, NH3 or HCl, upgrading and desulphurization of biogas from anaerobic digesters and landfills and acid gas removal of natural gas and olefin-paraffin separation in the petrochemical industry, among other applications. In this framework, the advantages of membrane gas absorption over packed bed processes are related to the decreasing of installation surface requirements through compact process design and easy operation modes. These aspects will increase the applications of these types of processes in the mid-term. Nevertheless, the main design criteria of this technology have been poorly addressed in the literature. This chapter summarizes the fundamental aspects of transport phenomena that drive these processes, as well as the main conceptual aspects, to propose a correct design through an overview of the current status of this technology and its potential applications, challenges and future trends.
Keywords
- membrane gas absorption processes
- gas-filled membrane absorption processes
1. Introduction
In a membrane contactor, the separation process integrates the mass transfer with the conventional phase contacting operation. Thus, membrane contactor operations can be designed with the same phenomenological approach of conventional extraction or absorption processes [1]. One of the most important aspects to be considered in the design of these membrane processes is the maximization of the contact surface area available for the mass transport through an interface, maintaining low pressure drop in the membrane modules. In this way, hollow fiber modules represent the most common geometrical configuration in membrane contactor processes because of their high value of contact surface area per volumetric unit, complemented with a relatively low pressure drop.
As phase contactors, these types of modules are conformed by a bundle of porous hollow fibers, which are arranged in a housing. Thus, one of the phases is circulated into the lumen side; meanwhile, the other phase flows through the shell side. However, the design of a membrane absorber cannot be based on the same hollow fiber modules used in filtration processes, which respond to other design criteria. Figure 1 shows an outline of three different arrangements of hollow fiber modules [1, 2].

Figure 1.
Hollow fiber membrane modules with (a) parallel, (b) crisscross and (c) transversal flow membrane arrangement [
The geometrical arrangements described in Figure 1 are not exclusive of membrane contactors, and it is used in other membrane processes such as filtration (MF, UF and NF), forward/reverse osmosis (FO, RO) and dialysis [2]. Figure 1a and b shows conventional arrangements designed from filtration applications. Figure 1c shows a transversal flow configuration specially designed for gas-liquid contactor duties [1]. This module involves a rectangular housing where the gas flow is perpendicular to the fibers, and the absorption liquid is circulated though the lumen.
The interface will be stabilized at the entrance of the pores on the lumen or on the shell side depending on the surface interaction between the membrane material and the contacted phases. Hollow fibers can be made in different types of materials such as hydrophobic and hydrophilic polymers [3, 4], ceramics [5] and metals [6]. Currently, hydrophobic membranes are widely used in gas-liquid contacting processes because of their larger contact area than the hydrophilic membranes [7].
Advertisement
2. Theory
Membrane gas absorption (and stripping) process is a gas-liquid contacting operation [8, 9, 10]. The core in the membrane gas absorption process is a microporous hollow fiber membrane. The gas stream is fed along one side of the membrane; at the same time, absorption liquid is flowing at the other side of the membrane [1].
In the membrane absorption process, a hydrophobic or hydrophilic hollow fiber contactor is used to separate a feed solution containing a solute from the receiving gas phase. In the case of the stripping process, the solute to transfer is contained in the gas phase. The hydrophobic or hydrophilic character of the membrane determines the penetration of liquid solution or gas phase into the membrane pores, which are filled with liquid or gas. Thus, solute transfer through the membrane is achieved according to the following sequence of steps, which are presented in Figure 2:
-
Solute transfer through a boundary layer of gas phase at the membrane surface;
-
Solute gas transfer through the air gap that fills the pores;
-
Phase equilibrium between the feed solution at the membrane surface and the gas phase retained in the membrane pores for a hydrophobic membrane;
-
Mass transport of absorbed solute into the bulk receiving liquid phase.
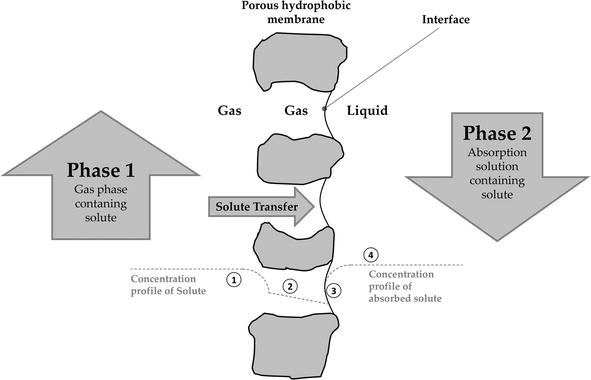
Figure 2.
Outline of the membrane absorption process in a hydrophobic membrane.
For the stripping process, the solute will be transferred from the gas phase into the liquid phase. Moreover, two modes of operation are possible in gas/liquid contactors, according to the application: wetted mode and dry (or non-wetted) mode. Wetted mode occurs when the pores are filled with liquid, for example, if the liquid phase is aqueous and a hydrophilic membrane is used. Conversely, a hydrophobic membrane would operate in the dry mode in this case because the pores would be filled with gas. Dry mode is usually preferred in order to take advantage of the higher diffusivity in the gas; however, the wetted mode may be preferred if there is a fast or instantaneous liquid phase reaction; as a result, the gas phase resistance controls [10].
This transfer of solute in the membrane absorption process can be described by means of a model based on a resistances-in-series approach applied on the proximities of the membrane [10, 11]. The overall solute transfer through the porous membrane can be described by the following equation.
where
E2
In Eq. (3),
here,
E5
For the driving force based on liquid phase and the gas phase flowing by the shell side and liquid phase by the lumen side. In the case of hydrophilic membranes, the overall mass transfer can be expressed by:
E6
where
| Correlation | Configuration | Observation | Reference | Eq. N° |
|---|---|---|---|---|
| | Lumen side | The value of coefficient α can be 1.86, 1.64 (empirical) or 1.62 (theoretical). Characteristic length is din. | [16] | (7) |
| | Shell side, parallel flow | 0 < Re < 500; 0.03 < ϕ < 0.26 Characteristic length is dh. | [16] | (8) |
| | Shell side, parallel flow | Characteristic length is dh. | [17] | (9) |
| | Shell side, parallel flow | β = 5.85 for hydrophobic membranes and 6.1 for hydrophilic membranes. 0 < Re < 500; 0.04 < ϕ < 0.4 Characteristic length is dh | [18] | (10) |
| | Shell side, parallel flow | 0 < Re < 100; 0.25 < ϕ < 0.48 Characteristic length is dh | [19, 20] | (11) |
| | Shell side, cross flow | 1 < Re < 25; ϕ = 0.03 Characteristic length is dout | [16] | (12) |
Table 1.
Mass transfer correlations for local coefficients in different membrane module configurations.
Note: dh is the hydraulic diameter (4*[flow surface area]/[wetted perimeter]). Φ is the fiber packing fraction.
On the other hand, inside the membrane pores, the local mass transfer coefficient for the retained phase can be described by molecular diffusion [18] according to the low estimated value of the dimensionless Knudsen number [21], close to 0.002. Thus, the local mass transfer coefficient in the gas pores can be estimated as follows:
Here,
Advertisement
3. Comparison between MGA and conventional packed columns
Mass transfer equipment can be sized as a relation between the number of transfer units (NTU) and the height (or length) of transfer units (HTU). The NTU value is determined by operational parameters such as stream flow rates, solutes concentration and equilibrium constant value of solutes, while HTU is defined by the equipment characteristics such as mass transfer area, stream velocities and mass transfer coefficients values. Thus, the height or length of a mass transfer equipment can be estimated as follows [13].
In terms of comparing the conventional packed columns and hollow fiber membrane contactors, the main difference of sizing will be HTU value, since this parameter depends on equipment dimensions and hydrodynamic characteristics. The HTU parameter can be estimated as shown in the following Eq. [22].
where
Table 2 shows that the
| Application | | | Reference |
|---|---|---|---|
| Absorption of SO2 in water from air | 0.10–0.13 s−1 | 0.01–0.04 s−1 | [22] |
| Absorption of CO2 in water from air | 0.12–0.25 s−1 | 0.01–0.18 s−1 | [22] |
| Absorption of CO2 in monoethanolamine aqueous solution from air | 1.3–4.0 kmol/(m3hkPa) | 1.1–1.2 kmol/(m3hkPa) | [23] |
| Absorption of CO2 from flue gas | 4.3 s−1 | 0.47 s−1 | [1] |
| Absorption of CO2 in monoethanolamine aqueous solution from flue gas | 8.93 × 10−4–7.53 × 10−3 mol/(m3sPa) | 2.25 × 10−4 mol/(m3sPa) | [24] |
| Absorption of CO2 in diethanolamine aqueous solution from air | 0.126–0.43 s−1 | 0.05 s−1 | [25] |
Table 2.
Comparison of
Advertisement
4. MGA applications
There is a large body of literature on membrane absorption because this process can be applied to the same cases of most gas absorption processes with conventional dispersive contactors such as packed columns or spray towers. Thus, the use of membrane absorption can be justified when the use of membrane contactor modules involves clear operational and economic advantages over conventional dispersive contactors [1]. In some cases, this suitability is related to the treatment of smaller volume of gases.
Among the most studied cases are the absorption of CO2 and its recovery from flue-, bio-, and off gases, the removal of SO2, CO, H2S, NH3, HCN, HCl and VOCs from different streams, the upgrading and desulfurization of biogas produced from anaerobic digesters and landfills, the removal of acid gas from fuel gas mixtures and natural gas, the removal of mercury from natural gas, flue gas and glycol overheads, the separation of olefin-paraffin in petrochemical industry and the removal of specific compounds in indoor air [1, 4].
In the following sections, a summarized description of the main applications is presented in order to show the broad range of cases using different absorbents.
4.1. Absorption of CO2 from flue gas
Nowadays, the reduction of greenhouse gases is probably the main challenge for scientists and engineers facing the unprecedented increase in the concentrations of these compounds, mainly represented by CO2. In this framework, the absorption of CO2 from flue gas becomes the most studied application of membrane gas absorption (MGA) processes because this process seems to be a promising alternative to the conventional dispersive absorption systems.
In this application, the selection of the membrane material represents a key parameter for the successful implementation of the process. Currently, typical membranes for gas–liquid contacting processes are prepared from polyethylene (PE), polypropylene (PP), polyvinylidene fluoride (PVDF), polytetrafluorethylene (PTFE) and polysulfone (PS). Among these materials, PTFE shows high hydrophobicity, good mechanical properties and high chemical stability [7, 26]. Different geometrical configurations of membrane contactors have been tested and reported in the literature [7, 27]. The performance of the CO2 absorption will be more or less affected by the flow mode depending on the contactor geometry and the operation conditions. However, there are some issues that have to be taken into account in this application, when the gas mixture flows inside the lumen, because membrane pores can be plugged by the impurities present in the flue gas [28]. Thus, in the majority of studies, the absorbent flows inside the fibers and the flue gas stream flows in the shell side [7].
On the other hand, the major advancement in the CO2 absorption has been carried out in the search of more efficient absorber solutions. Thereby, the main aspects that are to be taken into account in the selection of the absorber involve the nature of the process (physical or chemical) and its properties such as the regeneration capacity, viscosity, surface tension and its compatibility with the membrane material. The most commonly used absorber in membrane gas absorption of CO2 is monoethanolamine (MEA), but there is a wide variety of absorbers such as amine solutions, alcohol-amine solutions as well as their blends [7], and more recently, other compounds such as ionic liquids [29]; the finding of a suitable CO2 absorber has to match all these aspects. For the most common single absorbents, the CO2 absorption performance order is NaOH > tetraethylenepentamine (TEPA) > triethylenetetramine (TETA) > diethylenetriamine (DETA) > amino acid potassium (GLY) > monoethanolamine (MEA) > diethanolamine (DEA) > diisopropanolamine (DIPA) > 2-amino-2-methylpropanol (AMP) > triethanolamine (TEA) > methyldiethanolamine (MDEA) > K2CO3. Meanwhile, the regeneration performance order is TEA > MDEA > DEA > AMP > DIPA > MEA > NaOH [7].
Recent studies [29, 30] involve the use of ionic liquids as absorbers in membrane absorption systems. Ionic liquids are salts that remain in liquid phase at temperatures lower than 100°C. These compounds are constituted by a relatively large organic cation and a smaller inorganic or organic anion, and they are considered a novel class of 'designer solvents', which show unique properties. Among these properties, their ionic nature and negligible vapor pressure are probably the most particular characteristics. These compounds, mainly based on imidazolium, ammonium, phosphonium, pyridinium, and pyrrolidinium cations, are being used as solvents, electrolytes and reaction media in different chemical processes. Ionic liquids have been studied for use as good gas absorbers [31], particularly of CO2 [32]. 1-Butyl-3-methyl-imidazolium tetrafluoroborate ([bmim][BF4]) and 1-(3-aminopropyl)-3-methyl-imidazolium tetrafluoroborate ([apmim][BF4]) have been tested as absorbers of CO2 in a membrane absorption system [29]. A much higher absorption was obtained with [apmim][BF4], but this ionic liquid was difficult to be regenerated under vacuum. Meanwhile, the less effective [bmim][BF4] could be completely regenerated. More recent studies [30] involve the tests of membrane absorption using an amino acid-functionalized protic ionic liquid (monoethanolamine glycinate or [MEA][GLY]), which could be a potential substitute for the conventional chemical absorbent. Nevertheless, further research is necessary to find task-specific ionic liquids with lower viscosities and good absorption and regeneration capacities.
4.2. Removal of SO2
The removal of SO2 from gas streams was another pioneering application of hollow fiber absorption systems [22]. One of the first membrane absorption experiments using hollow fiber contactors for the simultaneous absorption of SO2 and CO2 considered the use of solutions of Na2SO3 [33]. The removal of SO2 from flue gas has been intensively studied using different types of absorbers such as aqueous solutions of Na2SO3, Na2CO3, NaHCO3 and NaOH [4]. Thus, different well-known chemical reactions can be considered depending on the absorber selected:
E12
E13
From these four chemical reactions, Park et al. [4] report that an aqueous solution of Na2CO3 proved to be the most efficient absorber when the feed SO2 concentration was 400 ppm.
One of these alternatives is the dual alkali process [1], which involves the production of sodium bisulfite that can be reused on site. This process can be described by means of the reactions 19 and 20 that explain the absorption and regeneration step, respectively:
E14
Klaassen et al. [1] described pilot-scale experiments in a potato starch production plant of AVEBE (the Netherlands) where the combustion of H2S containing biogas in a steam boiler results in flue gas containing SO2. Thus, sulfur dioxide was recovered as bisulfite from the flue gas and it can be reused in the starch production process according to the description given in Figure 3.

Figure 3.
Scheme of the membrane gas absorption process for SO2 removal and reuse [
This installation was successfully tested with as capacity of 120 m3/h obtaining a SO2 recovery of over 95% for two production sessions of 6 months each. Problems related to the variation in the gas flow rate, changes in the SO2 concentration or membrane fouling were not observed.
4.3. Absorption of CO
The absorption of CO from N2-CO mixtures has been reported in the literature [34] using a hollow fiber module containing porous polypropylene fibers (Celgard X-20) and an ammoniacal cuprous chloride solution as receiving phase. Thus, the preferential absorption of carbon monoxide can be driven by the following reaction:
E15
This process shows a very high selectivity and the permeation rate seems to be controlled by the mass transfer in the liquid phase at moderate liquid flow rates and by the chemical reaction at higher liquid flow rates. The selected polypropylene membranes seem to show a good chemical resistance to the solutes present in the absorption solution.
4.4. Elimination of H2S
One of the major impurities of natural gas, refinery gas and coal gas is the hydrogen sulfide (H2S) contained. Furthermore, it is an important indoor and outdoor air contaminant. This compound is toxic and corrosive and one of the main sources of acid rain [3]. Furthermore, this gas can be produced by sulfate-reducing bacteria under anaerobic conditions contributing to foul odors.
The most common processes to remove H2S from gas streams are the gas absorption systems using water or different types of aqueous solutions such as sodium hydroxide, sodium carbonate [3], monoethanolamine (MEA) or diethaloamine [35] and ferric solutions of ethylenediaminetriacetic acid (EDTA) and hydroxyethylethylenediaminetriacetic acid (HEDTA) [36] and, more recently, ionic liquids [37].
The use of asymmetric hollow fiber membrane modules for absorption of H2S has been studied by Li et al. [3], who tested two different hollow fiber membrane modules prepared from polysulfone or polyethersulfone hollow fibers with an outer edge thin layer and a 10% NaOH solution as absorbent. In this system, the presence of the membrane involves a significant increase of mass transfer resistance and the H2S transfer could be increased if the structural membrane properties, such as porosity, are improved.
On the other hand, a further application considers the removal of H2S from air using demineralized water (pH 7) for odor control [38]. Porous polypropylene hollow fiber modules with different geometrical parameters were used in this application obtaining 89% of removal for inlet concentrations of 100 ppmv when the gas stream was circulated through the lumen and the water through the shell of the membrane contactor. Fluid dynamic and geometrical aspects have to be considered to operate under the optimal conditions.
4.5. Removal of Hg from industrial gas streams
The removal of Hg from gas streams has also been analyzed using different types of hollow fiber membranes in transversal and shell-tube configurations and several oxidizing liquid solutions [39]. Mercury can be present in the atmosphere due to several industrial activities such as incineration of industrial and domestic waste and natural gas production, and its removal from gaseous streams can be complex because of its low concentration, which is common in the sub-ppm range. Thus, this application requires high gas/liquid flow ratio, and the liquid stream can be suitably circulated through the lumen of the hollow fibers.
Some oxidizing liquids tested to capture Hg from gas streams are H2O2/H2SO4, K2Cr2O7, K2S2O8, Na2S2O8 + AgNO3 as a catalyst, KMnO4, NaClOx (saturated) and Cl2 gas [39]. This oxidative membrane absorption process needs chemically resistant hollow fibers, and polytetrafluoroethylene (PTFE) seems to be the suitable membrane material because it shows stable behavior in contact with the oxidizing solutions [39].
4.6. Other applications
Other applications consider the use of a variant of the membrane absorption system called gas-filled membrane absorption. This configuration process is explained in detail in Section 6 and couples the stripping and absorption steps in a single membrane contactor. Thus, a compact design can be proposed, and the gas phase is confined into the membrane pores as an effective supported gas membrane. This system has been studied for the removal of NH3 from wastewaters and aqueous streams [40], the extraction of SO2 during the sulfite quantification in wines [41] and the elimination of HCN from pharmaceutical wastewaters [42], plating waters or its recovery from cyanidation solutions in the mining industry [11, 43]. Figure 4 summarizes the treated and receiving streams in each one of these applications as well as the circulation configuration used in the abovementioned studies.

Figure 4.
Outline of the input and output streams in GFMA processes for (a) NH3 removal from wastewater [
These three different applications of the GFMA process can involve the recovery of the specie transferred through the membrane and captured in the absorber phase. Thus, the NH3 removal involves the saturation of the solute (NH4)2SO4 or (NH4)Cl formed in the receiving solution to recover it as by-products. The SO2 removal from wine involves the indirect quantification of the sulfite content in the absorber, and the elimination of HCN from a cyanidation solution involves the recovery of cyanide from the basic absorber to be reused in the same process.
Advertisement
5. Aspects of design
The design of a membrane gas absorption process is mainly focused on the mass transfer area required to ensure the absorption efficiency established. This area must be estimated by Eq. (1) according to the solute transferred from the gas phase into the liquid phase (Ni), which is defined by the mass balance (operational equation) in the process. In this context, the total area will be defined by the operational conditions (solute concentrations) and the mass transfer coefficient. When experimental results determine the absorption time, the total area required to transfer a solute flow can be estimated using Eq. (1). However, there are current limitations with respect to the modules size available, where the LiquiCel Extra Flow with center baffle module has the largest size, capable of treating a maximum liquid flow rate of 125 m3/h, having a total transfer area of 373 m2 [44]. In cases of large absorption times, the total area required could increase over the unitary area specified for one module forced to include an arrangement of hollow fiber membrane contactors modules in series and parallel configuration. In this scenario, one of the first analyses of the optimum hollow fiber membrane contactor arrangement was performed by Prasad and Sirkar [45], who estimated the number of membrane modules needed to treat 2 L/s of feed flow rate of an aqueous solution containing 4-cyanothiazole, which is treated with benzene to recover 98.3% of solute. For this purpose, the researchers proposed an arrangement using a LiquiCel hollow fiber membrane contactor module of 61 × 5.08 cm, 11,000 fibers and 4.6 m2 of transfer area. Different arrangement of in series-parallel configuration was assessed in order to obtain a minimum number of total membrane modules needed to achieve the extraction efficiency of 4-cyanothiazole. Thus, the arrangement that determined the minimum number of membrane modules was 15 modules in series with 5 parallel configurations giving a total amount of membrane modules equal to 75. Nevertheless, the expected total pressure drop for each parallel configuration (containing 15 in series modules) was estimated on 3684 kPa; instead an arrangement of 5 in series modules with 34 parallel configuration minimizes the pressure drop (144 kPa), ensuring the 4-cyanothiazole extraction, although the total membranes modules required are 136. Hence, a conclusion of this study is that the optimum arrangement depends on a technical and economic analysis, considering the energy consumption determined by the pressure drop and the capital cost based on the total membrane modules defined.
Even though the arrangement analysis performed by Prasad and Sirkar [45] includes the pressure drop as a main parameter for design purposes, this study did not take into account the maximum permissible pressure by membrane module, having typical values around of 7.0 bar (700 kPa) at ambient temperature. In this regard, the first arrangement proposed by Prasad and Sirkar [45] involves to feed in the first membrane module of each parallel configuration at feed pressure of around 35 bar. This value is much higher than the maximum permissible pressure specified by commercial hollow fiber membrane contactors modules. This limitation of membrane contactors modules was included in a design analysis for a hydrogen cyanide recovery process using a gas-filled membrane absorption process (GFMA) [43]. In this study, the optimum configuration estimated was 39 hollow fiber membrane contactors [44] in-series to treat 60 m3/h of cyanide solution to reach 90% of cyanide extraction. According to the maximum permissible feed pressure for membrane module (720 kPa) and the drop pressure for each membrane module (27.58 kPa), the maximum stages of membrane modules-in-series were 16, forcing the inclusion of intermediate pumping stages. Therefore, the maximum permissible pressure for feed solution limits the total stages of membrane modules in-series, increasing the auxiliary equipment for an industrial plant design. In this scenario, the industrial modules available could limit the application of a membrane gas absorption process, especially for high flow rate requirements.
Summing up, the industrial design for a membrane gas absorption process must include an analysis of the optimum arrangement of in-series modules in parallel configuration, considering the pressure drop for each in-series circuit, the total membrane modules and the maximum permissible feed pressure for each module.
Advertisement
6. Gas-filled membrane absorption
The gas-filled membrane absorption process has been developed to perform the absorption and stripping stages in only one step of hollow fiber membrane contactor [28]. In this process, a hydrophobic hollow fiber contactor is used to separate a feed solution containing a volatile solute (stripping phase) from the receiving phase of absorption solution. The hydrophobic character of the membrane avoids the penetration of aqueous solutions into the membrane pores, which are filled with air. Thus, solute transfer through the membrane is achieved according to the following sequence of steps, which are presented in Figure 5:
-
Solute transfer through a boundary layer of feed solution to be treated at the membrane surface;
-
Phase equilibrium between the feed solution at the membrane surface and the gas phase (air) retained in the membrane pores;
-
Solute gas transfer through the air gap that fills the pores;
-
Phase equilibrium between the gas filling the pores and the receiving absorption solution at the membrane surface. In this step, the solute can be absorbed or can react into a new product;
-
Mass transport of absorbed solute into the bulk receiving solution.

Figure 5.
Scheme of the gas-filled membrane absorption process, which shows two gas-liquid interfaces at the pore entrances.
The GFMA process has been applied to extract or recover solutes of interest, such as ammonia from wastewater [40, 46], SO2 from wine [41, 47] and HCN from different wastewaters [11], [42, 48, 49]. These studies have shown high recoveries of volatile solutes (>90%), producing a concentrate product in the absorption solution. Moreover, a technical and economic study was carried out, comparing the GFMA process to recover HCN in gold mining and the conventional process, which uses stripping and absorption stage, separately, in packed towers [43]. This study estimated operational and capital cost reduction at about 10 and 20%, respectively, for the GFMA process, due to the saving on energy consumption (pumping vs. air blow in the towers) and footprint reduction.
Therefore, the GFMA process is an intensified membrane gas absorption process, which is capable of performing stripping and absorption stages in a single step. It is worth mentioning that the design aspects of a GFMA process are similar to the membrane gas absorption process commented upon earlier, taking into account the differences in physical properties on each phase.
Advertisement
7. Challenges and future trends
In this chapter, the most common applications of gas membrane absorption processes are described. Nowadays, these operations are applied in a wide range of fields and can be related to relevant environmental, technical and economic challenges. Nevertheless, the processes under study are currently using modules, which were originally designed for other purposes. Thus, the newest tools for industrial design such as 3D printing, the use of novel materials for membrane preparation and module fabrication, such as specific polymers or their blends, and the use of other absorbers, such as ionic liquids, could enhance the design of further operations according to the precepts of the process intensification; this would allow the design of safer, cleaner and cheaper operations, which are implemented in more efficient and compact units.
On the other hand, the well-known specific surface area into the membrane modules may enhance some procedures and processes at laboratory scale that need high reproducibility, such as analytical techniques [41] or the preparation of specific materials [50].
There is a broad spectrum of new applications, such as biorefineries or the production of bio-based materials that could require a major development of the membrane absorption processes as efficient separation techniques.
Advertisement
Acknowledgments
The authors gratefully acknowledge the financial support of the National Commission for Scientific and Technological Research (CONICYT Chile) through the research FONDECYT N° 1140208 and Project Fund No. FB0809 PIA CONICYT led by Prof. J. Romero and Dr. H. Estay, respectively.
© 2017 The Author(s). Licensee IntechOpen. This chapter is distributed under the terms of the Creative Commons Attribution 3.0 License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
How to cite and reference
chapter statistics
1715 total chapter downloads
More statistics for editors and authors
Login to your personal dashboard for more detailed statistics on your publications.
Access personal reporting
Related Content
This Book
Osmotically Driven Membrane Processes
Edited by Hongbo Du
Next chapter
Introductory Chapter: Osmotically Driven Membrane Processes
By Felecia Nave, Raghava Kommalapati and Audie Thompson
Related Book
First chapter
Recent Drifts in pH-Sensitive Reverse Osmosis
By Gehan Mohamed Ibrahim and Belal El-Gammal
We are IntechOpen, the world's leading publisher of Open Access books. Built by scientists, for scientists. Our readership spans scientists, professors, researchers, librarians, and students, as well as business professionals. We share our knowledge and peer-reveiwed research papers with libraries, scientific and engineering societies, and also work with corporate R&D departments and government entities.
More About Us
Design of an Absorber for Gas Sweetening Using Packed Column
Source: https://www.intechopen.com/chapters/58240
0 Response to "Design of an Absorber for Gas Sweetening Using Packed Column"
Postar um comentário